 安順智能化雷射鋼絲繩
安順智能化雷射鋼絲繩
圓孔是雷射鋼絲繩擅于的事情,應用領域在不那樣的織物,采用的方式也不同,雷射鋼絲繩有三種圓孔方式?標準答案是三種,一類是滅火圓孔,一類是波形圓孔,這三種都是雷射鋼絲繩圓孔的常見方式,三種方式有什么不那樣,都有什么樣商業(yè)用途以及特點呢?
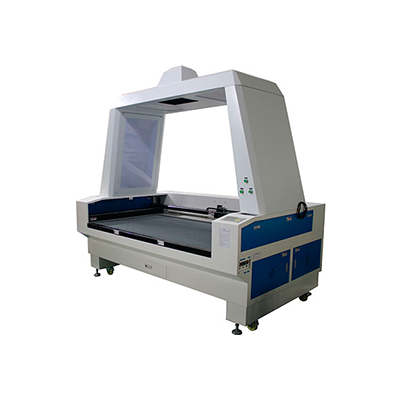
他們經(jīng)常在雷射研磨研磨中會遇到圓孔那個各個環(huán)節(jié),那個圓孔是指利用雷射鋼絲繩在金屬鋼材上打一個圓孔,雷射圓孔的工藝技術主要應用領域在建筑板材金融行業(yè),即使建筑板材的金屬板材滾輪多,早期選用圓孔工藝技術一般是應用領域在手環(huán)金融行業(yè),所以都是用機械設備鉆頭,機械設備鉆頭即使是智能化卡研磨,特別容易損壞鉆孔,選用雷射鋼絲繩展開非智能化卡研磨是較優(yōu)的方案,目前雷射研磨圓孔有三種不錯的方式。
第二種方式:滅火圓孔
滅火圓孔,板材經(jīng)連續(xù)的雷射束反射后在中心形成一個凹陷。滅火圓孔對較薄鋼材圓孔截面積非常大,且不圓,此工藝技術不適合在精確度要求較高的配件上采用。此外由于圓孔要用液體,傾倒非常大。優(yōu)點是速度慢,但不足是其負面影響對小花紋的研磨。
第三種方式:波形圓孔
波形圓孔是選用高峰期值輸出功率的波形雷射使板材研磨拋物線的部分熔融或熔融,常用空氣或氫氣作為遠距液體,以減少因放熱氧化使孔擴充。每個波形只會產(chǎn)生細微的傾倒,研磨逐步深入,因此雷氏圓孔時間須要幾秒。這樣圓孔直徑約較細,其圓孔產(chǎn)品質(zhì)量強于滅火圓孔。優(yōu)點是產(chǎn)品質(zhì)量要好,優(yōu)點是成本相對低點,所以須要有較可信的THF1控制技術。
在前述的研磨過程之中,他們應該優(yōu)先選擇何種方式呢?安順智能化雷射鋼絲繩供貨商提示信息您,商定要根據(jù)前述情況展開優(yōu)先選擇,比如,研磨圓孔就不要采用滅火圓孔,這會使得雷射能量過于集中,將非研磨區(qū)域也碎裂,造成孔的形變,負面影響研磨產(chǎn)品質(zhì)量。總而言之不是五種方式都新穎于所有的研磨,要優(yōu)先選擇合理的圓孔方式。







 當前位置:
當前位置:
 地址:安徽省合肥市新站區(qū)佳海工業(yè)園D8幢
地址:安徽省合肥市新站區(qū)佳海工業(yè)園D8幢 手機:13917705121
手機:13917705121 電話:0551-66770025
電話:0551-66770025 Q Q:389023037
Q Q:389023037 微信:13917705121
微信:13917705121 WhatsApp:+86 13865932169
WhatsApp:+86 13865932169